喷塑件由于烘箱温度不均匀,很容易出现颜色差异,为了保证喷塑产品的颜色质量,我们就需要对其外观进行目视检测。想要更加精准的鉴别喷塑件的色差,就需要用到标准光源对色灯箱。
喷塑件热烤后有色差的原因:
喷塑是将塑料粉末喷涂在零件上的一种表面处理方法。喷塑也就是我们常讲的静电粉末喷涂涂装,其处理工艺是20世纪80年代以来国际上采用较为普遍的一种金属表面处理的装饰技术。
静电喷塑的工件,经过高温固化之后,表面的颜色深浅不一,称之为“色差”,色差问题最常见于文件白色系的喷涂,例如文件柜、配电柜等。
从成因上看,色差分为两种,一种称之为“露底”,另一种称之为“露青”。这两种情况视觉效果相似,但产生的原因机理不同,解决问题的办法也不同,必须正确区分才能解决。
露底现象是粉末在工件表面覆盖不均匀,导致喷涂后的工件,有部分基材直接暴露出来,形成深色的区域。露底的产生原因在于粉末喷涂的过程,与喷涂设备出粉情况、上粉能力、操作手法、气流调节等有关系,需要从设备和操作上找问题。
露青是工件基材的色泽透过喷涂涂层表现出来的一种现象,也就是说,当我们透过本来应该是白色的涂层,能看到基材的原色时,就造成露青现象。露青产生原因:
粉末遮盖性不良。
喷塑件外观检验方法:
检验程序:
1、颜色:将参考片平放在面板上,自然光下,目测应无明显的色泽差异。
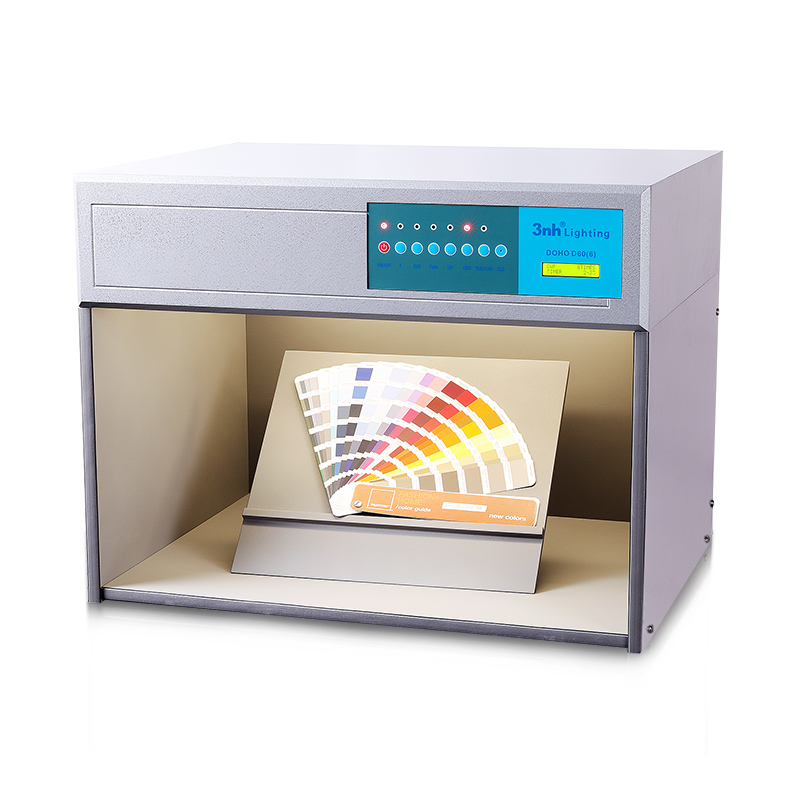
不过自然光并不是时刻都有,并且不同时刻的自然光也是有区别的。为了保证颜色观察的准确性,通常就会使用标准光源对色灯箱模拟日光进行对色。
对色灯箱的操作使用方法,可以参考《标准光源箱校准规范及操作教程》一文。
2、外观。
A.在自然光下,1米处观察喷涂面板应圆滑匀称,表面处理无喷涂不均、皱纹、裂痕、脱漆、掉漆、橘皮、露青、表面凹凸、其他颜色的色点、冲粉及其他明显的外观缺陷;面板上绝不应有开裂等缺陷。
B.在满足外观(A)条件的前提下,对面板上出现的白色垃圾点作进一步详细的要求,根据白色垃圾点的大小进行分类。
喷塑件色差处理办法:
1.粉末颜料分布不均匀引起的色差。解决的方法是提高粉末质量,保证粉末的L、a、b相差不大而且正负统一。
2.固化温度不同引起的色差。解决方法是控制好设定温度和输送链速度,以保持工件固化温度和时间的一致性和稳定性。
3.涂层厚薄不均匀引起的色差。解决方法是调整好喷粉工艺参数和保证喷粉设备运行良好以确保涂层厚度均匀一致。
以上就是小编搜集整理的“喷塑件外观检验方法”全文内容,想了解更多喷塑件色差知识的用户,可以关注我们的后续更新!