为了准确的评定染色纤维色差程度,通常会使用国标纺织灰度卡和标准光源对色灯箱对色差进行检测,本文就为大家简单的介绍一下具体的检测方法以及评定标准,感兴趣的朋友不妨来看看吧!
染色纤维色差检测方法:
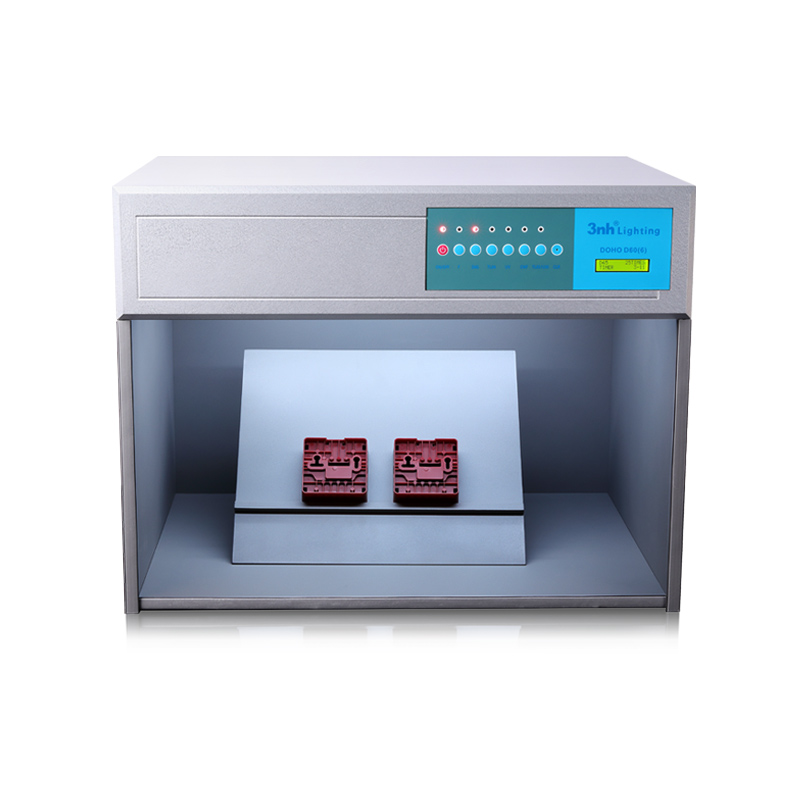
为了保证染色纤维色差的准确性,一般就会使用标准光源对色灯箱对染色色差进行评定,色差检验就是检验颜色之间的差别,通常是化验室确认样与客户来样之间的颜色差别,或生产大样与客户来样之间的颜色差别。颜色检验,都需要一定的检验条件。如检验光源的确定、检验场地的光线、检验工具的确定、样品尺寸的确定、对色方法的确定等等。人工检验颜色偏差,最终结果有时需经多人商议才可得出。当有人对人工检验结果提出异议时,可通过第三方检验或者借助计算机测色软件检验,以回复有关方面的质疑。具体的检测方法如下:
(1)光源在检验颜色差别时,需要首先确定检测光源:在测色、评定色差时,必须在客户指定的光源要求下进行。
(2)光线:颜色检验时,俭验环境的光线强度对化验结果有较大的影响。北半球用北空光照射,南半球用南空光照射,或用600lx及以上等效光源。
(3)背景:对色环境包括色样背景颜色和春色的周围环境颜色两个方面。背景颜色就是承载色样的台面颜色、理论上应该是无彩色,即黑色、白色、灰色(中性色),标准灯箱的背景色是亮度L=20;盂塞尔立体N=5的中性灰。环境颜色是灯箱内壁的颜色。与背景颜色一致,另外,必须注意一些对环境颜色造成影响的因素:如观察者着装的颜色不要太鲜艳,最好是黑、白、灰(如白色工作服);灯箱内不要摆放杂物(特别是有颜色的杂物);标准光源箱外的照明最好用日光灯,严格来说,灯箱看色时应该关闭照照明灯。
(4)样品尺寸:在检验颜色差别时,需要对样品的尺寸提出一些要求。人们都有这样的经验:在一块较大的样上剪下尺寸较小的小样,如1cm×1cm;然后把这块小样放在原来的大块样品的中央,此时大多数人认为小样的颜色更深。其实这是一种错觉,主要原因就是被对比的两块颜色样中,小样的尺寸太小,而大样的尺寸太大。一般情况下,在对比颜色差别时,两块色样的尺寸应该尽量接近,样品尺寸最好为5cm×5cm。
(5)对色方法:正确的对样方法有助于准确地判断颜色的差别。视距一般为39~40cm,不要将头伸到灯箱面去。视角有垂直视角和45°视角两种。在灯箱中色样水平放置就是45°视角观察,色样45°放置就是垂直观察。也就是45/0和0/45两种观察条件。
染色纤维色差标准:
1.左、中、右色差(包括深浅边)最常见到的色差,按照色差排料可稍微调整色差的效果,但不能彻底根除色差;
2.一卷面料前后色差,排料一般经向在2米内调整;
3.正反面色差;
4.匹与匹色差;
5.件与件色差;
6.不合色样(包括样本与产品的色差,成交小样与产品的色差)。
在成品检验时最常涉及对原样色差和左中右色差的检査和评定,一般情况下工厂QC和客户的QC会在标准光源箱中进行检验,并对照AATC灰色样卡来加以评判。由于每个人的眼晴对色差的判断存在着一定的差异,对同一色差样品的评判可能存在半级的误差。现在由于计算机测色技术的成熟和逐步普及,用计算机测色已成为一种重要的测色手段,其测色数据可作为贸易往来时的重要参考依据。一般来说计算机检测△E在1.0以内时,目测原样色差就可达到4级以上。但是计算机测色和人眼目测相比还是有一定的局限性,到目前为止还不能完全代替人眼的目测作为唯一的依据,成品的色差等级还是由买方的质量总监(QA)来作最后的评判和决定。
以上就是小编搜集整理的“染色纤维色差检测方法”全部内容,想了解更多色差检测资讯的用户,可以关注我们的后续更新!